engineering.
Expectations of bland, monotonous, uninspired design, and of a product-driven by efficiency at the expense of quality and sensual experience, have plagued this form of construction. Although much discussed in recent times, offsite is not new. We have tried it many times in the past, and it has failed many times. It has been affected by social, political, and economic cycles. It clearly has an image problem, which needs to be overcome. It has not succeeded historically.
So, the question is: how are we going to change this perception? How do we now make offsite succeed? Gerry O’Brien, Design Director, investigates.
Digital design techniques open up a controlled interface to a diverse network of offsite building manufacturers, enabling access to an almost limitless collective of design solutions. As we exploit new digital fabrication techniques, our offsite assembly methods will become an increasingly instrumental tool in the improvement of delivery programmes, with a production line approach; pre-assembling and manufacturing the frame and façade components in a controlled factory environment before they are delivered on site, ready to install.
With this improved quality, increased efficiency, reduced waste, and economic benefits, the future pathway for our built environment should be clear. In 2020, the Climate Emergency must remain the key driver behind everything that we build, as well as that for the methods we adopt in delivery.

Some of AKT II's staff participating in the Global Climate Strike day, 2019.

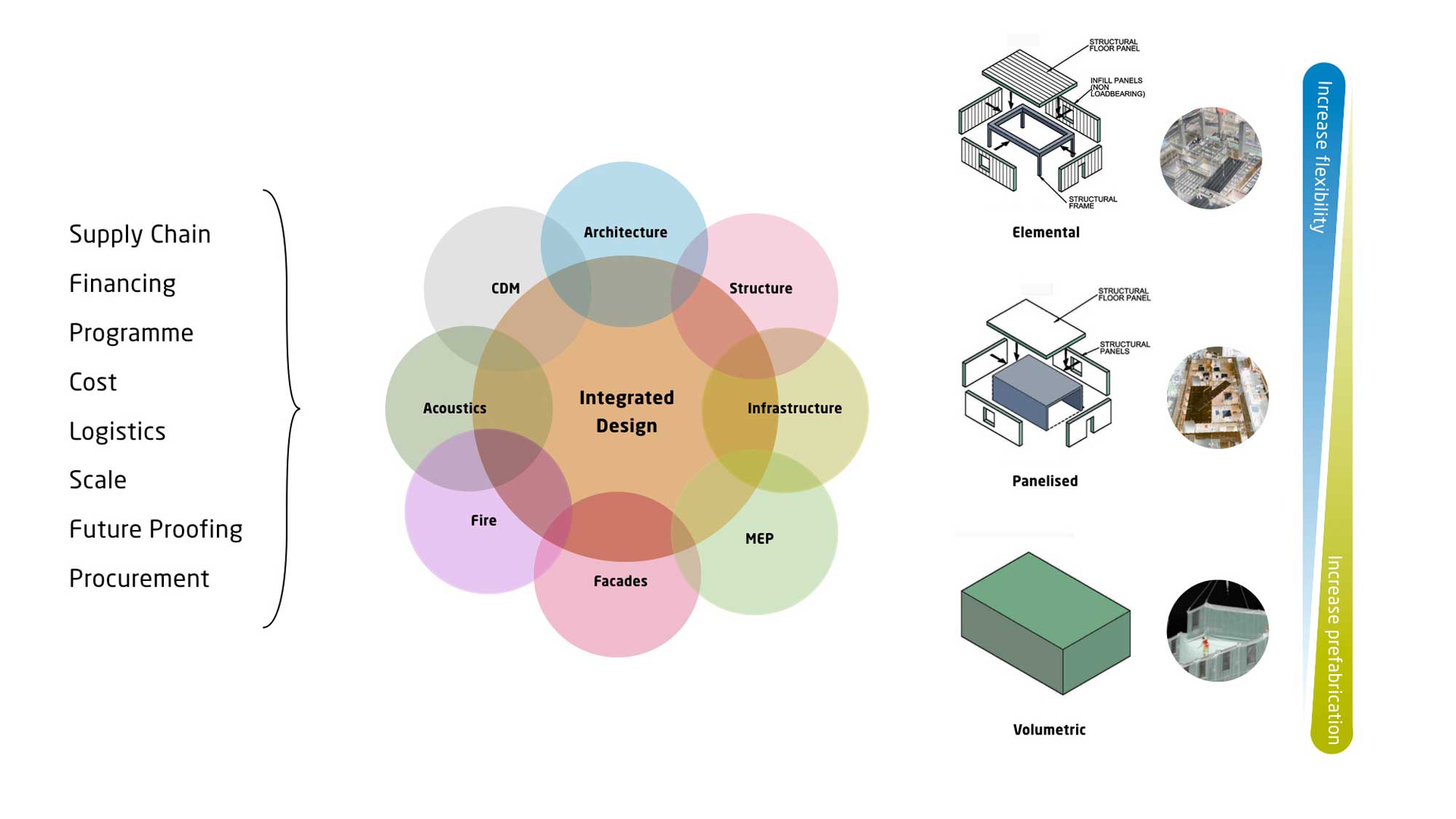
When you talk of offsite construction, many people automatically think of the volumetric. But offsite construction is much more than that; it can range across everything from panelised construction – such as precast concrete and CLT panels – to framed elements which are then fundamentally decorated with attached panelised systems. Each of these systems has its own set of challenges for supply-chain availability, finance and programme, and these challenges affect when and how we design, and how we procure.
Digital design and fabrication have been critical in guiding offsite forward. We now have the processing power to explore at pace; looking at geometries, optimising structural approaches and minimising the materials that go into these. Digital fabrication is, at last, starting to catch up with the design capabilities that we’ve had for some time, whether by the automated cutting of steel plates or through large-scale 3D printing. This is an area of significant investment, and will without doubt be fruitful. The interfacing and interoperability between the various digital platforms are becoming simpler. At AKT II, we’ve invested in developing our own in-house systems for working across a breadth of platforms, allowing the ultimate flexibility and opportunity for engagement.
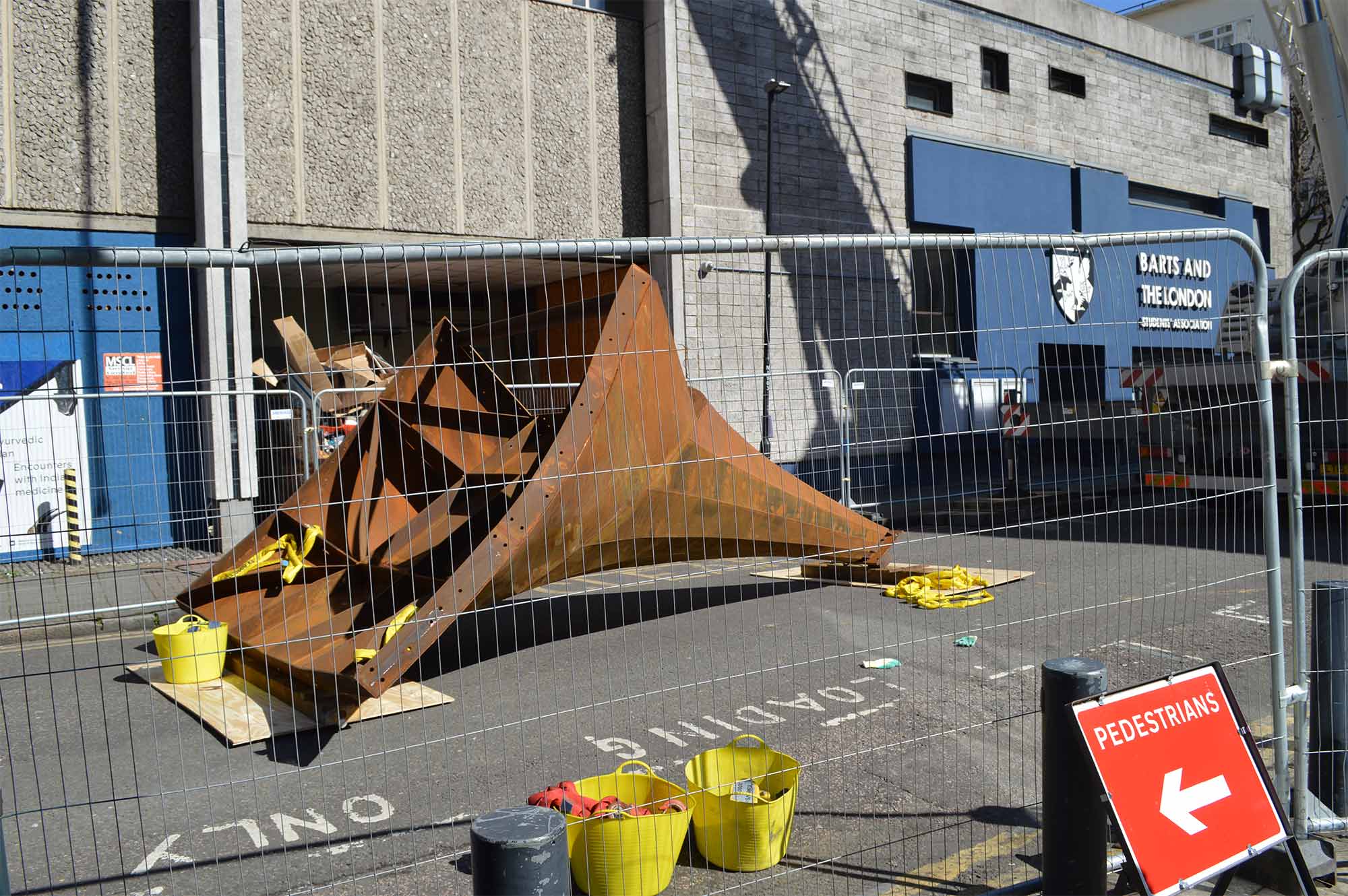
The Neuron Pod – designed by aLL Design, for Queen Mary University – is a relatively small building, and an extension to Will Alsop’s Blizard Building which we also worked on back in the early 2000s. For the new Neuron Pod, the heavily constrained site was on top of the Blizard Building’s below-ground laboratories, as the only open space that could accommodate this new extension. Clearly, we would not be able to simply put in new foundations, put in a new structure or take down any of the complex servicing that allowed these existing labs to operate. We were instead entirely constrained by the basement’s existing column locations and by the retaining wall to its western side, forming the only places where the extension’s three ‘legs’ could touch the ground.
These three points were the genesis for everything that followed. From this starting point, and with the defined volume of space that had to be encapsulated, we did a form-finding analysis to develop the structural models, and we also optimised the design through several plate-buckling analyses.
We worked closely with the fabricator Littlehampton Welding to get the most out of the project’s challenging budget, and this is part of the beauty of offsite manufacturing: when you interface with the supply chain, you understand their strengths and weaknesses and you’re able to craft responses that ultimately form whatever is the most achievable. We ‘stripped’ the Neuron Pod’s steel panels, effectively making them into flat plates which could then be brake-pressed and attached onto an internal ribbing structure, forming a complete, and structurally very efficient, monocoque system.
The base of the Neuron Pod, supported on a structure below.

The front of the Neuron Pod lifted by crane into place.
The whole thing weighed just 25 tons, and even this load was a challenge for the laboratory roof’s capacity. During the design stages, we had to carefully consider how we would construct the pod, which – at 12 meters long, 10 high and roughly 8.5 across – was impossible to transport pre-assembled. The Neuron Pod was eventually sectioned into 13 elements, to be assembled progressively on site.
In central London, we were posed with a different challenge when we designed the new Centre Buildings for London School of Economics. The site was again incredibly restricted; surrounded on the eastern boundary by buildings that come right up against the side of the new volume, and on the western edges by a series of very small lanes which were constantly in use servicing the operations of the university campus. Three buildings were knocked down to make way for this new facility.


We supported Rogers Stirk Harbour + Partners with their competition submission, for which they decided to go as tall as they possibly could. Interfacing the building intimately with the ground plane, RSHP drew it down and into the basement where they located the biggest auditorium space underneath what would become a new civic square, offering a new focal point for the university – something the institution desperately needed.
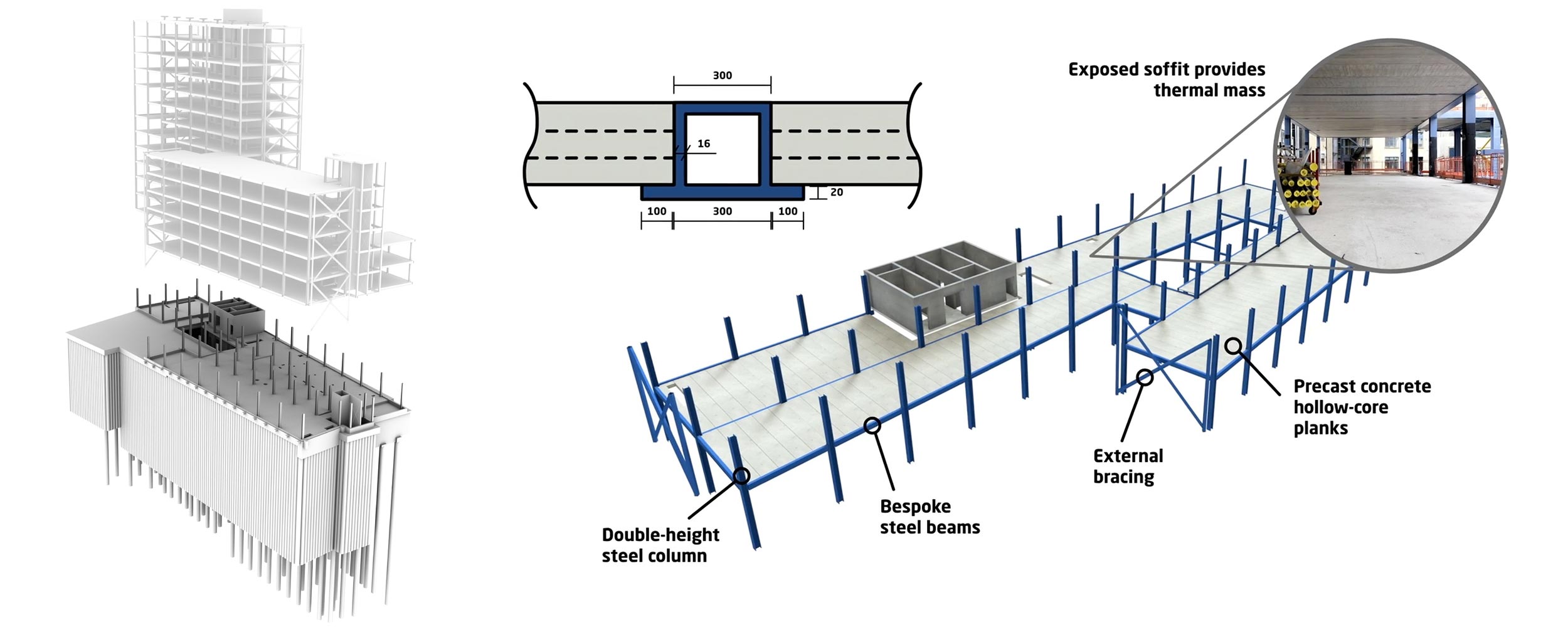
To make the Centre Buildings possible, we therefore had to build a lot of space underground. These substructure works could be run contemporaneously with the design, production and offsite manufacture of the superstructure elements. This produced a balanced programme, and minimised time on the site.

The façade of LSE Centre Building under construction.
Despite the structural materials perhaps being quite utilitarian – specifically the precast planks, and the fairly simple steel frame – the building’s beauty materialises through its intricate detailing. We were able to completely control this from the point of procurement onwards, with the AKT II-developed BIM model informing the contractor and fabricator of the design expectations from beginning to end, ensuring all details’ faithful reproduction.
The façade was, of course, also manufactured within a factory environment.

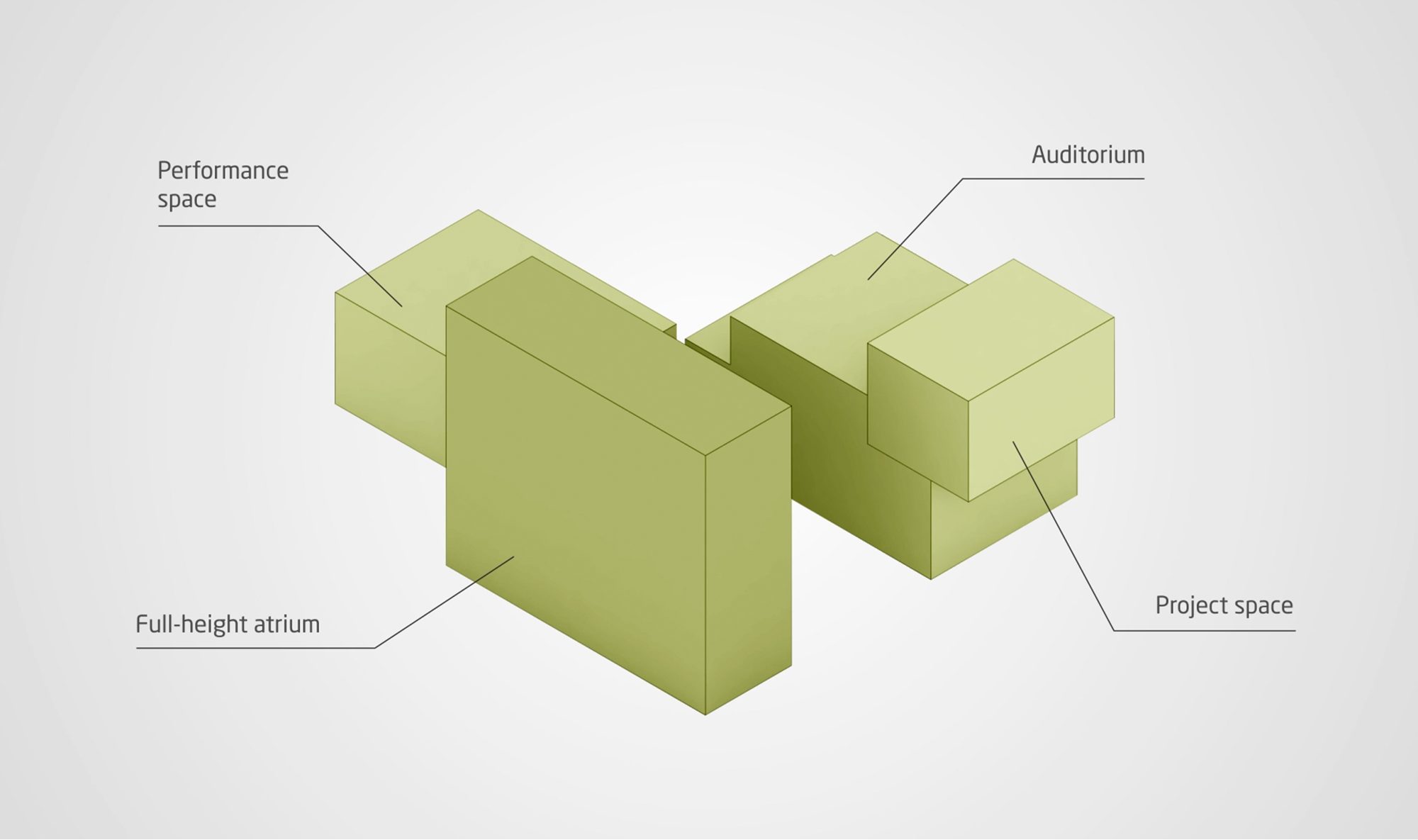
A building of high architecture that contains a bewildering mix of uses ranging from dance studios to libraries, archives to gardens, auditoria to offices… This does not sound like the ideal candidate for offsite, right?
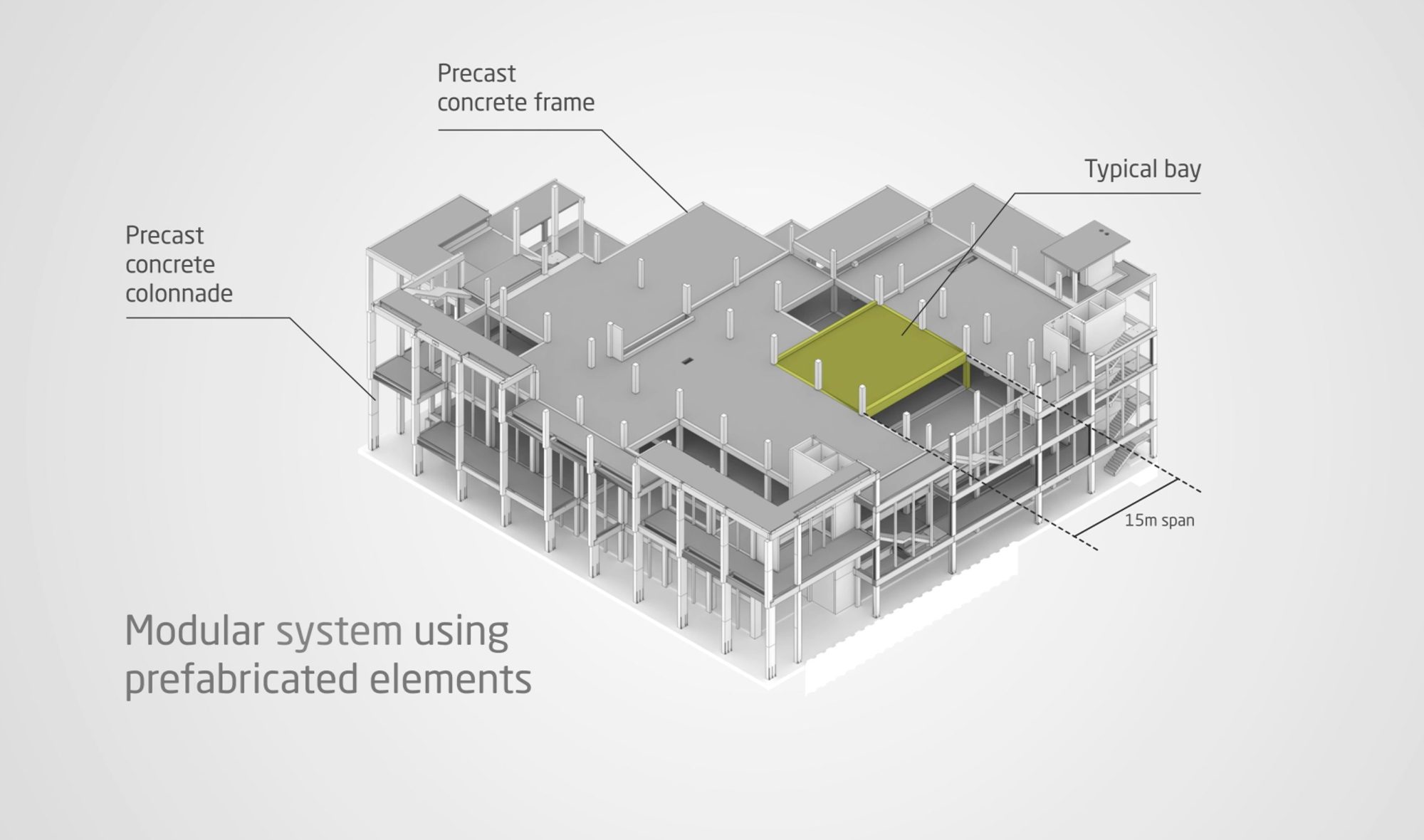
Wrong! The building’s arrangement with an asymmetric grid of up to 15 metres long precipitated a ribbed-slab solution to achieve the materially efficient structure. The ribbed form’s repetition made offsite seem sensible, but the project’s variety elsewhere would doubtlessly have quashed this idea were it not for the modern, digital techniques of design and fabrication.
There were 1,900 precast components altogether. There were 229 double-T units which made up the floor structures, on top of which we attached an activated cooling system that passed air through the floor void to help minimise any dangling elements. This was effective in preconditioning the air before its distribution along the floor planes.


The specialist frame contractor PCE expertly drew on the respective skills of four separate precast producers to finalise the design; opening up opportunities to maximise supply-chain capability. PCE detailed how each manufacturer’s produce would be combined, what these connections would be, and how these interfaces would work.
And this, in many ways, is the future:
Mixing and matching the supply chain’s strong points, to maximise our opportunities in the new, offsite world.